|
||||


| 首页 | 长龙简介 | 产品展示 | 自动化展示 | 企业荣誉 | 营销网络 | 技术支持 | 联系我们 | 客户案例 | 在线留言 |
|
新闻动态
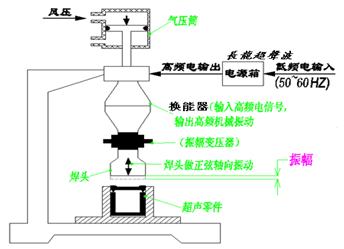
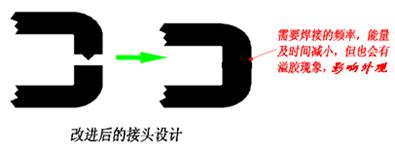
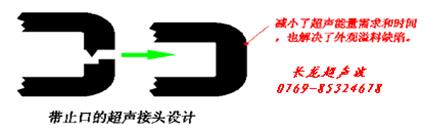
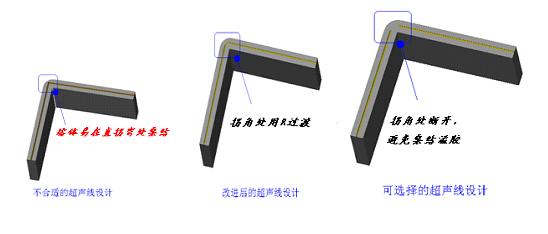
超声波塑胶熔接设计应用
|
 超声波塑焊机系列
超声波塑焊机系列



|
首页 |
长龙简介 |
产品展示 |
自动化展示 |
企业荣誉 |
营销网络 |
技术支持 |
联系我们 |
客户案例 |
在线留言 |
网站地图 版权所有 © 2013 东莞市长龙超声波机械设备有限公司 |
技术支持:深莞万维网 |
|
||||
| 首页 | 长龙简介 | 产品展示 | 自动化展示 | 企业荣誉 | 营销网络 | 技术支持 | 联系我们 | 客户案例 | 在线留言 |
|
新闻动态
超声波塑胶熔接设计应用
|
|
首页 |
长龙简介 |
产品展示 |
自动化展示 |
企业荣誉 |
营销网络 |
技术支持 |
联系我们 |
客户案例 |
在线留言 |
网站地图 版权所有 © 2013 东莞市长龙超声波机械设备有限公司 |
技术支持:深莞万维网 |